+86-0531-80960537
+86-0531-80960537 seaman8577@gmail.com
seaman8577@gmail.com Россия
Россия Китай
Китай Английский язык
Английский язык Арабский язык
Арабский язык


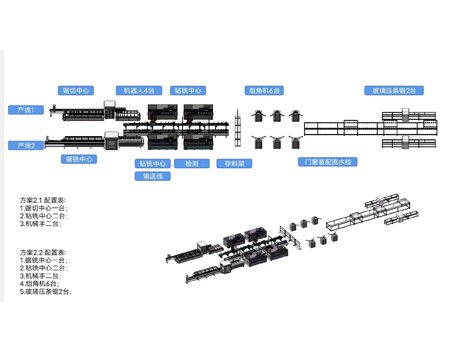
Производство алюминиевых окон и дверных рамок в числовом виде является центральным устройством для обработки алюминиевых окон, главным образом в завершении высокоаккуратных соединений по углам алюминиевых оконных рамок, которые непосредственно определяют точность сборки окон, структурную прочность и герметичность, а также ключевое оборудование для обеспечения качества готовых алюминиевых окон.
Ее конкретная роль может быть разделена на несколько следующих аспектов:
Достижен высокоточн групп рог сращива с чпу систем могл точност управля четыр групп рог нос позицион, давлен и траектор будет гранен двер и окн профил (вертикальн вставк, поперечн вставк) 45 ° сращива рог для тесн стыковк. В отличие от ручного или полуавтоматического группового углового оборудования, многоголовые четырёхглавые линии управления имеют более высокую точность определения места (обычно до 0,05 мм), что позволяет эффективно избегать таких проблем, как щели, неправильные стороны, угловое отклонение и т.д.
В процессе подъема оборудования интенсивной прочности групповой конструкции будет взаимодействовать с комбинаторным кодом (алюминиевый угловой код) и гелем: головка проталкивает угловой код через высокое давление в угловой желобок профиля, в то время как клеевой клей заполняет складки в профиле, создавая двойную фиксированную структуру механических соединений + клея. Эта связь позволяет значительно повысить устойчивость к ударам в углах дверей и окон, а также способность к деформации, чтобы избежать того, что во время использования двери и окна могут трескаться и расшатываться.
Скопление углов, обеспечивающее изоляцию дверей и окон с высокой степенью точности, позволило бы сделать промежность между трещинами в швах, равномерно и минимально, в сочетании с установкой герметичных полос, эффективно блокировать доступ к дождевой воде, воздуху, повышать водонепроницаемость дверей и обогреваемость окон. Если гексагональная точность недостаточна, трещина в швах может стать закрытой тонкой уязвимостью, что приводит к протеканию дверей и окон и таким проблемам, как утечка воздуха.
Создание более эффективной работы, чем стандартизированная четырехголовая одновременная работа, позволило бы в однократном порядке завершить многогранную секцию по четырем углам оконной рамы, в сравнении с одноголовным, двухголовым устройством, значительно сократившим темп производства; В то же время система контроля за чипом поддерживает обрабатывающие параметры, сохраняющие спецификации различных дверей и окон, при замене модели продукции просто вызывая соответствующую программу, без повторного отладки, реализуя количественное, стандартизированное производство, которое соответствует нормализованным потребностям предприятий по обработке дверей и окон.
Снижение доставки, размещения, группового угла, процесса разгрузки ручной зависимости и автоматизации операционных погрешностей, уменьшает сегментации в ручных операциях и уменьшает ошибки в переработке, вызванные различием в уровне искусственных навыков; Ключевые параметры, такие как давление, скорость и оборудование, регулируются с точностью системой управления чипом, избегая проблем деформации или ненадежности угловых кодов, вызванных неравным давлением при ручном наборе.
Проще говоря, роль четырёхглавой линии управления алюминиевыми дверями и окнами состоит в Том, чтобы перерабатывать отдельные алюминиевые элементы в высокоаккуратные, высокопрочные и герметичные оконные рамы с алюминиевыми окнами, которые являются центральным преобразователем алюминиевых окон из компонентов профиля в оконные окна готовой продукции.
« Senman Machines», как глобальный поставщик оконного и дверного оборудования, в духе « seaman», смело стоять на приливе, бороться за инновации, чтобы быть индустрией в качестве цели, на основе развития предшественников отрасли, усердно учиться, активно продвигаться вперед.
Зарегистрируйтесь немедленно, получайте советы и последние продукты и новости.